以下案例为程控气压自动车床CZ36A标准型标准配置(不同型号机床详见机床使用说明书)
为确保工件加工尺寸的稳定一致,本机床四个刀架七个导轨均设计有进、退终点延时设定功能,设定时间范围为0-2.55秒。设定的原则是:①如果导轨仅作辅助运动,则设定时间为0秒;②如作切削运动则根据导轨进给速度的不同,延时时间应有所区别,进给速度越快,延时时间设定越短,进给速度越慢,延时时间应越长,一般情况下设定范围在0.2-0.8秒之间。具体设定以连续自动运行时在保证工件尺寸稳定一致的前提下使延时时间最短为原则。③攻螺纹的导轨不必设定延时时间。
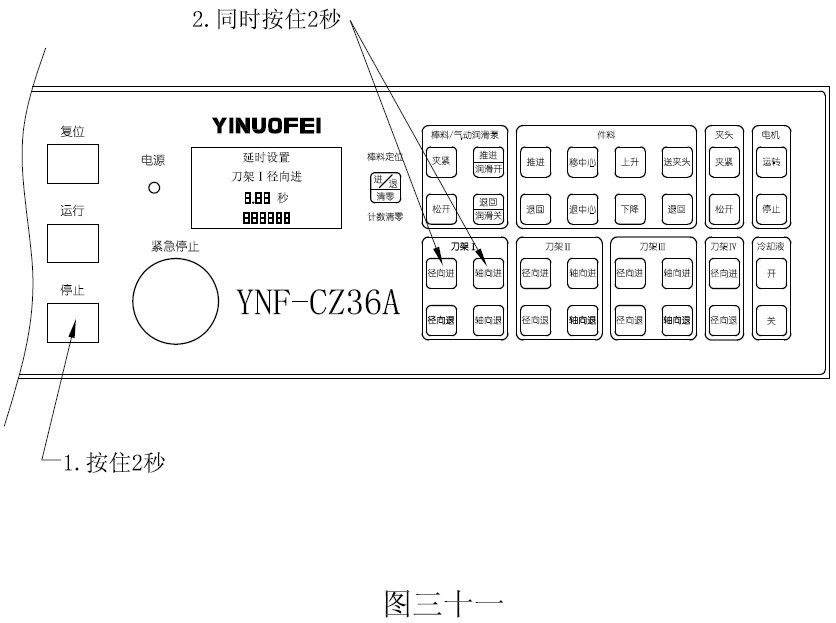
延时时间设定方法:打开电气箱侧电源开关,打开操作面板上的<紧急停止>开关;按一下<复位>按钮,系统复位;如图三十一所示,快速按住<停止>按钮2秒,显示屏显示"延时设置 0.00秒";接着同时按住<刀架Ⅰ>之<径向进>、<轴向进>按钮2秒,显示屏显示"刀架Ⅰ径向进 0.00秒";系统进入延时设置状态,此时分别按七个导轨各自的进、退按钮即可调节延时时间;全部调整完后,按<停止>按钮,机床将保存延时时间。